Целями данной работы являлись определение возможности извлечения золота из гравитационного концентрата одного из золоторудных месторождений нецианистыми реагентами и разработка принципиальной схемы извлечения золота из гравитационного концентрата на основе проведенных исследований. Исходя из анализа работ Лодейщикова В.В, Меретукова М.А., Котляр Ю.А. и др. и проведенных предварительных экспериментов нами в качестве выщелачивающих агентов были отобраны тиосульфат натрия, гипохлорит натрия, и тиомочевина. Была определена степень выщелачивания золота из концентрата в зависимости от концентрации выщелачивающего реагента, температуры раствора, времени выщелачивания, соотношения Т:Ж.
Наиболее эффективным реагентом для выщелачивания золота из данного гравиоконцентрата оказались растворы тиомочевины, поэтому далее мы излагаем результаты исследований, касающиеся тиомочевинного выщелачивания.
Характеристика исходного сырья. В качестве исходного сырья в работе использовали концентрат гравитационного обогащения руд одного из золоторудных месторождений. Концентрат представляет собой смесь продуктов обогащения с двух гравитационных столов и концентратора ИТОМАК. Фракционный состав образца №1, полученный ситовым анализом, представлен в таблице 1, 2-го образца в таблице 2. Были определены средние размеры частиц золота в каждой фракции и распределение элементов (Au, Ag, Ca, Fe, Cu, S, Si) в частицах концентрата.
| Размер фракции, мм | Содержание в % | Распределение золота, г/т |
| -0,05 | 15,0 | 800 |
| +0,05 – 0,063 | 10,8 | |
| +0,063 – 0,1 | 36,8 | |
| +0.1 – 0,2 | 14,5 | 388 |
| +0.2 – 0,315 | 3,5 |
190 |
| +0,315 – 0,4 | 2,6 | |
| +0,4 – 0,63 | 7,1 | |
| +0,63 – 1 | 7,7 | |
| +1 – 1,6 | 1,6 | |
| +1,6 | 0,2 | |
| Среднее | 600 |
Табл. 1. Фракционный состав 1-й пробы концентрата.
| Фракция, мм | Доля фракции, % | Содержание золота, г/т |
| – 0.1 | 35.5 | 1384.2 |
| – 0.1 + 0.2 | 39.4 | 2683.5 |
| + 0.2 | 25.1 | 2511.8 |
Табл. 2. Фракционный состав 2-й пробы концентрата.
Анализ фракционного состава показывает, что основная фракция материала на 77,1% представлена фракцией -0,2 мм. Около 15% составляет фракция (+0,4-1) мм и незначительная доля самой крупной фракции свыше 1,6 мм равна 0,2%.
Распределение золота по фракциям неравномерное. Основное количество золота находится во фракции менее 0,1 мм, где его содержание составляет 800 г/т. Во фракции (+0,1-0,2) мм содержится 388 г/т золота, а в крупной фракции более 0,2 мм 190 г/т. Образцы 1-й пробы использовался при выщелачивании золота тиосульфатом и гипохлоритом.
Исследование процесса тиомочевинного выщелачивания золота из гравиоконцентрата.
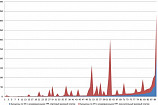
Тиомочевинное выщелачивание исследования проводили на образцах 2-й пробы концентрата. Процесс извлечения золота тиокарбамидным раствором исследовали на двух основных наиболее мелких фракциях концентрата: фракция меньше 0,1мм и фракция (-0,1+0,2) мм. Процесс выщелачивания проводили в течение 16 часов при температуре 22°С с отбором проб через каждые 2 часа. Полученные результаты изображены на рисунке 1.

Рисунок 1. Влияние гранулометрического состава фракции и продолжительности выщелачивания концентрата на степень извлечения золота раствором тиомочевины.
Состав выщелачивающего реагента:
– 0,4 М CH4N2S ГОСТ 6344-73;
– 0,25 М Fe3+ (из соли FeCl3•6H2O ГОСТ 4147-74);
– рН=1 (среда — раствор серной кислоты);
– Т:Ж=1:3.
Как показывают результаты исследований, изображенные на рисунке 1, размер фракции исходного концентрата оказывает значительное влияние на процесс извлечения золота тиокарбамидным раствором. Так, например, при одном и том же времени реагирования 4 ч. из фракции -0,1 мм извлечено 29,5% золота, тогда как из фракции +0,1-0,2 мм в раствор перешло всего 18,3%. За 8 ч. в раствор перешло 56,7 и 33%, а за 16 ч. 95,2 и 51,5% золота соответственно.
Кроме этого на рисунке 1 кривая для крупной фракции, несмотря на отставание от кривой для мелкой фракции, имеет положительную динамику и к 16-ти часам эксперимента не стремится к равновесному состоянию, а напротив степень извлечения непрерывно возрастает. Кроме этого в работе изучено влияние концентрации тиомочевины на степень извлечения золота в раствор при одинаковой концентрации окислителя иона железа (III), равной 0,25 М и рН = 1. Полученные результаты изображены на рисунке 2. Увеличение концентрации тиокарбамида в растворе в два раза от 0,4 М до 0,8 М не оказывает значительного влияния на зависимость степени извлечения золота от времени реагирования. Так, например, если за 5 ч. от начала процесса растворителем 1 извлекается 63,4%, то растворителем 2 только 41%. За 10 ч. выщелачивания 93,4 и 83,3% соответственно, тогда как к концу процесса за (14–16) ч. степень извлечения становится одинаково высокой — 96%.

Рис. 2. Влияние концентрации тиомочевины и продолжительности выщелачивания концентрата на степень извлечения золота: 1 — 0,8 М CH4N2S;2 — 0,4 М CH4N2S (0,25 М Fe3+).
Продуктивные растворы выщелачивания руд содержат обычно 1–5 мг/л Au. В случае выщелачивания концентрата содержание золота в растворе 50–700 мг/л. Такие растворы можно перерабатывать цементацией (процесс Мерил-Кроу), сорбцией на углях и электролизом. Применение ионообменных смол в данном случае малоэффективно. Электролиз позволяет регенерировать тиомочевинный раствор выщелачивания и снова применять его в процессе выщелачивания. Степень извлечения золота при электролизе продуктивных тиомочевинных растворов составляет 85–95%.
Исходя из результатов экспериментов, нами предложена технологическая схема извлечения золота из гравиоконцентрата (рис. 3.), где тиомочевина используется в замкнутом цикле, что значительно снижает эксплуатационные расходы на выщелачивание и обезвреживание отходов.

Рис. 3. Принципиальная технологическая схема процесса извлечения золота из гравитационного концентрата.
Исходный гравитационный концентрат крупностью — 200 мкм поступает на стадию выщелачивания тиомочевинным раствором, содержащим тиомочевину, серную кислоту, соль трехвалентного железа, соотношение Т:Ж = 1:2. Пульпа поступает на фильтрацию на нутч-фильтр. Твердый осадок промывается водой и промывная вода поступает на стадию приготовления выщелачивающего раствора. Кек выщелачивания складируется в отвале. Продуктивный раствор со стадии фильтрации поступает в катодное пространство электролизера. Ванодное пространство поступает 5% раствор серной кислоты, циркулирующий по замкнутому циклу, часть которой периодически выводится на стадию приготовления раствора выщелачивания.
Маточный раствор, из электролизера поступает на стадию приготовления раствора выщелачивания. Часть его периодически отбирается на очистку от накапливающихся примесей. Очистку проводят раствором известкового молока, при этом ионы примесных металлов образуют нерастворимые гидроксиды, а ионы кальция переходят в нерастворимый сульфат. Смесь гидроксидов металлов и сульфата кальция после фильтрации поступает в отвал, а фильтрат, содержащий тиомочевину, поступает на стадию приготовления растворителя. На этой стадии возможно осаждение золота, содержащегося в отработанном растворе, на углях.
Катодный осадок черного цвета, снимают периодически при отключенном электролизере. Отфильтрованный катодный осадок поступает на стадию сушки и прокалки при 900°С и далее на стадию плавки. Флюсы (Na2CO3, Na2B4O7) образуют с примесями шлаки, состоящие из оксидов, а под ними находится сплав Доре (70–98% золота).
На стадиях сушки и плавки происходит окисление сульфидов, и образующиеся газы, в основном SO2, CO2, NO2, NH3, в абсорбере поглощаются известковым молоком. Периодически осадок из нижней части абсорбера удаляется в отвал.
Основное оборудование: реактор выщелачивания, электролизер, нутч – фильтры разработаны нами. Корпуса изготовлены из литого полиэтилена, или сварного полипропилена, химически стойких в используемых растворах. Электролизеры для осаждения золота из тиомочевинных растворов изображены на рисунках 4 и 5.

Данная технологическая схема и разработанное нами оборудование успешно работают на одном из золотодобывающих предприятий более 8 лет.
Приглашаем всех к взаимовыгодному сотрудничеству.
В.П. Дмитриенко, И.В. Дмитриенко — ООО «Промгеотехнология»; Национальный исследовательский Томский политехнический университет
Ю.Н. Макасеев — Северский технологический институт НИЯУ
М.Е. Сидоров — Национальный исследовательский Томский политехнический университет
Опубликовано в журнале “Золото и технологии” № 1(19)/март 2013 г.