Использование нано-присадок нового поколения к смазывающим материалам
В статье рассматриваются результаты практического применения присадок нового поколения к моторным маслам дизельных двигателей и смазкам. Эти присадки разработаны на основе частиц дисульфида вольфрама (WS2) нано-, субмикронного размера. Морфология частиц и структура их поверхности позволяют не только улучшить трибологические (смазывающие) свойства материалов, но и «залечивают» трущиеся поверхности. Использование присадок на основе фуллерено-подобных (IF), сферических по форме, неорганических по характеру частиц IF-WS2 имеет доказанный экономический эффект при эксплуатации тяжёлой горнорудной техники за счёт удлинения сроков годности масла, снижения расхода топлива, снижения износа трущихся поверхностей и др.
Ключевые слова: частицы IF-WS2, присадки к моторным маслам, дизельные двигатели, эффективность эксплуатации, снижение стоимости эксплуатации, трибология, результаты тестирования.
 А.Е. Копылов — к.э.н., директор по развитию бизнеса ООО «Группа Нанотех-ойл».
А.Е. Копылов — к.э.н., директор по развитию бизнеса ООО «Группа Нанотех-ойл».Стандартная рецептура современных смазывающих материалов включает в себя множество различных составляющих — присадок к используемым основам, например, масляным. От дизельных двигателей до буровых жидкостей консистентные и жидкие смазки и масла остаются ключевым компонентом современных промышленных процессов. Сохранение длительных сроков эксплуатации тяжёлой горной техники и самосвалов и снижение стоимости её эксплуатации становится всё более актуальной задачей в ситуации использования мощных двигателей, дизельных или бензиновых, газовых, особенно в ситуации заметного подорожания масла, дизельного топлива и проч. составляющих сервиса.
Практика использования дополнительных присадок к уже готовым смазывающим составам насчитывает десятки лет и вариантов применения. Рынок требует от производителей смазок снижения стоимости, увеличения надёжности и работоспособности при более жёстких условиях эксплуатации, отсутствия воздействия на окружающую среду, лучших трибологических свойств (противоизносных, противозадирных, снижение трения, предотвращение микропиттинга и т.п.), и они рассматривают нанотехнологии как одно из ключевых средств улучшения требуемых свойств, применяя их в форме нано-добавок. [1]
| Параметры тестовой машины | Teboil Super HPD c присадкой АС1100 | ||||||
| 350 час | 400 час | 450 час | 500 час | 550 час | 600 час | Разница с исх. | |
| Кинематическая вязкость при 40 °С, мм2/с | 154 | 154 | 153 | 153 | 153 | 152 | -2,00 |
| Кинематическая вязкость при 100 °С, мм2/с | 13,77 | 13,74 | 13,74 | 13,74 | 13,74 | 13,74 | -0,03 |
| Индекс вязкости | 91,08 | 91,15 | 91,14 | 91,47 | 91,56 | 91,88 | 0,08 |
| Щелочное число, мг КОН/г | 8,80 | 8,54 | 9,04 | 9,20 | 9,22 | 8,81 | 0,01 |
| Кислотность, мг КОН/г | 3,00 | 2,88 | 2,97 | 3,08 | 3,22 | 2,78 | -0,22 |
Модификация потребителями используемых смазывающих материалов дополнительно к уже сформированным составам обычно проводится в нескольких ситуациях. Во-первых, для усиления тех или иных свойств используемого смазывающего состава, масла, смазки, СОЖа в условиях эксплуатации выше (хуже) планировавшихся. Во-вторых, экстремальные, не типичные условия работы трущихся поверхностей: повышенное давление, повышенное трение, появление в составе воды, соли, грязи и проч. В-третьих, для продления сроков эксплуатации механизмов за счёт продления эффективных сроков работы смазывающих материалов или для предотвращения случаев преждевременного выхода из строя узлов и механизмов из-за используемых стандартных смазывающих материалов.

Рис 1.
В качестве базовых веществ таких присадок используются в том числе и металлы: молибден, медь, свинец, вольфрам и др.
Обычно для создания защитного слоя на трущихся поверхностях применяют дисульфид молибдена (MoS2), поскольку он обладает свойством снижать коэффициент трения. Данный эффект традиционно достигается с помощью добавок, содержащих либо MoS2, либо молибденовые комплексы с соединениями серы, например, дитиокарбаматы или дитиофосфаты [2, 3], и именно эти особенности производства продуктов с MoS2 привели к поиску менее грязных и опасных альтернатив.
|
Индикаторы состояния износа двигателя |
Тест 1 | Тест 2 | Тест 3 | Тест 4 | Тест 5 | Тест 6 | Тест 7 | Тест 8 | Тест 9 | Тест 10 | Тест 11 | Тест 12 | Тест 13 | |||||||||||||
| Контр. | Тест. | Контр. | Тест. | Контр. | Тест. | Контр. | Тест. | Контр. | Тест. | Контр. | Тест. | Контр. | Тест. | Контр. | Тест. | Контр. | Тест. | Контр. | Тест. | Контр. | Тест. | Контр. | Тест. | Контр. | Тест. | |
|
Пробег в моточас после смены масла |
320 | 230 | 629 | 506 | Ремонт | 988 | 286 | 287 | Ремонт | 683 | 627 | 2438 | 303 | 291 | Ремонт | 701 | 277 | 1508 | 430 | Ремонт | 336 | 300 | 336 | 1180 | 294 | 288 |
|
Массовая доля железа (Fe), мг/кг |
21,0 | 2,8 | 13,5 | 35,3 | 3,9 | 10,4 | 4,2 | 9,3 | 8,1 | 6,5 | 9,0 | 3,6 | 4,4 | 13,1 | 4,8 | 17,2 | 22,1 | 5,0 | 25,7 | 9,8 | 56,9 | 9,5 | ||||
Относительно недавно на рынке появилось новое поколение присадок производства NanoMaterials Ltd. (Израиль) и компания является фактически единственным производителем этих продуктов в мире, используя результаты исторического открытия и защищённых более чем 100 патентами [4, 5, 6] разработок команды израильских учёных и инженеров под руководством профессора Решефа Тенне. Особенностью данных присадок является использование в них частиц дисульфида вольфрама (WS2) вместо традиционного дисульфида молибдена (MoS2). Однако этим «новизна» присадок не ограничивается. Частицы дисульфида вольфрама (WS2) представляют собой фуллерено-подобные (IF), сферические по форме, неорганические по характеру частицы нано- и субмикронного размера. За каждой из характеристик этих новых частиц стоит большой смысл.
За счёт сферической формы частицы IF-WS2 выполняют роль шариков, как в подшипнике, переводя трение скольжения преимущественно в трение качения с заведомо более низким коэффициентом трения (рис. 1). Зажатая между активными трущимися поверхностями, такая частица начинает катиться во время работы вместо привычного скольжения, при этом слегка пружиня за счёт своей структуры, что снижает коэффициент трения и обеспечивает высокую эластичность и стойкость частиц в условиях экстремального статического и динамического контактного давления.

Рис 2.
В ходе такой работы сферических частиц IF-WS2 их наружные слои-частицы начинают постепенно отслаиваться. Это происходит из-за многослойной «луковичной» структуры этих частиц IF-WS2, слои которой отшелушиваются в условиях статического/динамического давления, при задирах и ударных нагрузках. За счёт нано-размеров частиц IF-WS2 (10–120 нм) и их сферической морфологии их отшелушившиеся частички способствуют заполнению неровностей, трещин и шероховатостей на металлических поверхностях, обеспечивая превосходную стойкость к нагрузкам и сглаживание трущихся поверхностей (рис. 2). Отделившиеся частицы образуют на металлической поверхности защитный слой, сглаживающий и защищающий её от внешнего воздействия. В результате предотвращается разрастание и расширение микротрещин на поверхностях при последующих нагрузках и снижается износ металлических поверхностей (рис. 3). Понятно, что в наибольшей степени этот эффект «залечивания» поверхностей сказывается на более изношенных от сроков эксплуатации поверхностях ДВС, редукторов, роликов и других узлов.
Этот новый тип присадок ранее почти не применялся у российских потребителей, и поэтому для практического подтверждения этих эффектов присадок на основе наночастиц IF-WF2 компанией «Группа Нанотех-ойл» было проведено в 2019–2022 гг. два масштабных тестирования присадки АС1100 к моторным маслам дизельных двигателей тяжёлых самосвалов в карьере УГМК на Северном Урале (22 месяца, 58 тестов отработанного масла) и на разрезе СУЭК в Кузбассе (7 месяцев, 14 тестов отработанного масла). В обоих случаях опытно-промышленные испытания (ОПИ) проводились на 135-тонных Белаз-75131 с двигателями Cummins KTA-50C мощностью 1624 л.с. Для каждой программы ОПИ отбиралось по одной тестовой и одной контрольной машине с примерно одинаковой наработкой двигателей, что должно было обеспечить полную сопоставимость получаемых результатов.

Рис 3. Заполнение неровностей и микротрещин
По утверждённым интервалам моточасов (100, 250, 350 моточасов и т.д.) брались пробы отработанного масла в процессе эксплуатации и при его замене, и проводился анализ взятых проб в независимых лабораториях по 36 показателям.
При испытаниях на одном из карьеров УГМК использовалось преимущественно моторное масло TEBOIL Super HPD 10W40. На разрезе СУЭК в Кузбассе присадка добавлялась в моторное масло «G-Profi» 15w40 и «Лукойл» 15w40 со схожими физико-химическими свойствами.
Основными задачами проведённых ОПИ были:
- подтверждение уровня снижения потребления масла и продления сроков эксплуатации моторных масел до полной замены моторного масла;
- снижение эксплуатационных расходов на двигательных установках за счёт удлинения межсервисных интервалов самосвалов Белаз с 250 моточасов в 2,5–3 раза и снижения расходов деталей и материалов сервиса;
- повышение износоустойчивости трущихся поверхностей за счёт антифрикционных свойств присадок и получающихся масляных смесей;
- снижение потребления топлива;
- повышения производительности труда и удельных объёмов перевозимой породы; с
- нижение вредных выбросов;
- продление сроков эксплуатации двигателей.

Рис 4.
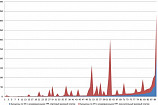
Обычный нижний предел допустимого диапазона индикаторов вязкости для масла SAE 40 при 100 °С находится в интервале 12,5–16,30 мм2/с. Из таблицы 1 с очевидностью следует, что масло тестового самосвала прошло все стандартные критические параметры и показывает очень небольшое падение срока службы масла даже после 600 моточасов работы. Это означает возможность безопасного увеличения межсервисного интервала смены масла в 2,5–3 раза. Последующие испытания присадок в СУЭК позволили подтвердить справедливость такого вывода уже для интервалов 750– 900 моточасов до смены масла. Таблица 2 показывает снижение степени износа поверхностей ДВС посредством измерения объёма частиц железа в отработанном масле ДВС Белаза-75131 после указанного пробега в моточасах после очередной смены моторного масла.
Результаты оценки снижения степени износа внутренних поверхностей ДВС в ходе ОПИ показали следующее.
1. Добавление присадки АС1100 в моторное масло снижает уровень железа в нём после нормативного срока его смены: уже в тесте № 1 контрольная машина — 21 мг/кг, тестовая машина — 2,8 мг/кг.
2. Показанный уровень железа в отработанном масле тестовой машины намного ниже предела износа железа, устанавливаемого компанией Cummins для своих двигателей и ниже соответствующих индикаторов контрольной машины по всем интервалам смены и тестов масла. При использовании присадки AC1100 уровень содержания железа в масле в разы ниже, чем в масле без присадки АС1100, что подтверждает реальную работу присадки по снижению износа металлических частей двигателя.
То есть, продление срока эксплуатации моторного масла с присадкой АС1100 в 2,5–3 раза не вызывает повышения износа металлических трущихся поверхностей двигателей самосвалов.
|
Сравнительные индикаторы присадок к смазкам по показателям |
Те же свойства при снижении цен и расхода | Выше свойства смазки при той же цене | ||||||
|
2,5 % Lubrizol 5220 |
2,5 % HiTec 343G |
0,75 % EMX7320G |
1 % EMX7320G |
8 % Lubrizol 5220 |
1,5% EMX7320G |
2 % EMX7320G |
2,5 % EMX7320G |
|
| Диаметр пятна износа, мм | 0,48 | 0,53 | 0,42 | 0,38 | 0,65 | 0,4 | 0,39 | 0,42 |
| Нагрузка сваривания, кгс | 250 | 250 | 200–250 | 250 | 500 | 400 | 500–620 | 620–800+ |
Примечание: испытания присадок проводились с использованием комплексной литиевой смазки NLGI №2 стандарта ISO220 на основе нафтанового базового масла
Как мы уже указывали выше, нано-присадки IF-WF2 компании NML используются не только применительно к моторным маслам, но и к смазкам, индустриальным маслам и СОЖ на разных основах. В таблице 3 приведены сравнительные индикаторы присадки к смазкам ЕМХ7320G на основе IF-WF2 в сравнении с присадками других популярных зарубежных брендов: Lubrizol и HiTec. В таблице 3 приведено сравнение присадок к смазкам по двум базовым показателям: диаметр пятна износа и нагрузка сваривания.>1
Отличительной особенностью тестируемых присадок является использование дисульфид молибдена (MoS2) в присадках Lubrizol и HiTec и дисульфида вольфрама (IF-WS2) в присадке ЕМХ7320G производства компании NML. Особенности «работы» частичек MoS2 и наночастиц IF-WF2 наглядно показана на рисунке 4. Частицы MoS2 больше размером и, как правило, имеют плоскую форму. Меньший размер и сферическая форма частиц дисульфида вольфрама (IF-WS2) обеспечивает несколько иной механизм их «работы» по поверхностям.
Данные в таблице 3 также представлены по двум группам индикаторов. Первая группа — первые 4 колонки, показывает сравнительные данные тестирования доли внесения дисульфида вольфрама (IF-WS2) в смазку для достижения тех же примерно противоизносных свойств, которые достигаются использованием MoS2, но в большей концентрации: 0,75–1,0 % против 2,5 % присадок Lubrizol 5220 и HiTec 343G. Это позволяет снизить конечную стоимость.
Вторая группа колонок с 5 по 8 показывает индикаторы диаметра пятна износа и нагрузки сваривания присадки Lubrizol 5220 в той же пропорции и нарастающей доли присадки ЕМХ7320G. При этом следует иметь в виду, что присадки на основе MoS2 стоят дороже присадок на основе IF-WF2 примерно на 20–25 % и поэтому присадка ЕМХ7320G уже поставляется на российский рынок производителям смазок для снижения себестоимости производства отечественных смазок за счёт замены MoS2 в них на IF-WF2, т.к. требуется меньше присадки для достижения тех же эксплуатационных свойств конечного продукта.
Использование присадок на основе IF-WF2 и готовых смазок не только позволяет снизить затраты, но и решает важные задачи эксплуатации горнодобывающей техники разного типа и условий эксплуатации, чему есть многочисленные примеры из горнодобывающей отрасли разных стран, включая Россию.
>1 Эти показатели являются наиболее часто используемыми показателями уровня противоизносных свойств смазывающих материалов. Размер пятна износа в виде образующейся сферической выемки от одного шарика, вращающегося между трёх неподвижных шариков 4-шариковой машины для тестирования смазывающих материалов, показывает, насколько сравнительно эффективнее работает то или иное масло или смазка при одинаковых условиях тестирования на одной и той же 4-шариковой машине. Очевидно, что чем меньше диаметр пятна износа при одинаковой нагрузке, тем выше противоизносные свойства тестируемого смазывающего материала. Нагрузка сваривания — показатель противоизносных свойств, сваривания характеризующий степень сопротивления тестируемых поверхностей внешним нагрузкам с использованием тех или иных смазывающих материалов. Достигнутый уровень нагрузки сваривания показывает тот уровень, после преодоления которого, происходит процесс физического сваривания трущихся поверхностей. Чем выше измеренная достигнутая нагрузка сваривания, тем выше противоизносные свойства тестируемого смазывающего материала.
 1. Шах Р. Дж., Дилоян Дж. Присадки для высокоэффективных смазок на водной основе на базе наночастиц IF-WS2. – В журнале «Мир нефтепродуктов», 2020 г., №4, стр. 25-31.
1. Шах Р. Дж., Дилоян Дж. Присадки для высокоэффективных смазок на водной основе на базе наночастиц IF-WS2. – В журнале «Мир нефтепродуктов», 2020 г., №4, стр. 25-31.
2. Оганесова Э.Ю., Лядов А.С., Паренаго О.П. Нано-размерные присадки к смазочным материалам (обзор). — Журнал прикладной химии 91, 1559–1573 (2018). Материал доступен по: https://doi.org/10.1134/ S10704272181000147.
3. Chinas-Castillo F. and Spikes H. J. Tribol, 2003. Vol. 125, с. 552–557.
4. WIPO WO 01/66462A3 — reactors for producing inorganic fullerene-like tungsten disulfide hollow nanoparticles & nanotubes.
5. WIPO WO 02/034959A2 — method and apparatus for producing inorganic fullerene-like nanoparticles.
6. WIPO WO 23796A1 — method for preparation of metal intercalated fullerene-like metal chalcogenides.
Опубликовано в журнале «Золото и технологии», № 2 (56)/июнь 2022 г.