Опыт отработки техногенных (эфельных) отвалов россыпного месторождения Юрское Республика Саха (Якутия)
А.Ф. Мовчан — главный инженер ПАО «Селигдар».
М.Л. Болотин — генеральный директор ООО ПК «Спирит».
И.В. Кадесников — руководитель группы обогащения россыпей ООО ПК «Спирит».
Тема отработки техногенных месторождений россыпного золота с каждым годом набирает обороты и становится наиболее актуальной в сфере золотодобычи. Основные привлекательные аспекты — это огромные объемы сырьевых запасов. Возможность отработки месторождения без вскрышных работ. Пески техногенных месторождений находятся на поверхности, вследствие чего снижаются капитальные и эксплуатационные затраты на отработку. С точки зрения технологии переработки, особенностью техногенных россыпей является их легкая промывистость, что при правильном выборе основного и вспомогательного оборудования позволяет эффективно отрабатывать его с высокой производительностью, что очень важно, учитывая невысокие содержания золота в перерабатываемых песках.
Месторождение россыпного золота руч. Юрский, расположено в долине одноименного ручья, правого притока р. Гонам. Месторождение находится в пределах Верхне-Тимптонского золотоносного района и относится к Гонамскому золотоносному узлу.
Отработка месторождения ведется с 1995 года и продолжается по настоящее время. За все время промывки переработано около 30 млн м3 песков, добыто порядка 20 т золота.
По данным геологического изучения, характерной особенностью месторождения руч. Юрский является преобладание в россыпях золотин мелких и весьма мелких классов крупности (менее 0,25 мм от 40–50 %).
Проведена совместная работа между ООО ПК «Спирит», ПАО «Селигдар» и ООО «Артель Новая» по монтажу и эксплуатации обогатительного комплекса ОКВ-100 производительностью 100 м3/ч по исходным пескам с целью проведения опытной отработки техногенных отвалов месторождения «Юрское» (Республика Саха (Якутия). Специалистами компании «Спирит» на месте были проведены монтажные работы обогатительного оборудования в составе комплекса. Работники ПАО «Селигдар» подготовили рабочую площадку, силами ООО «Артель Новая» обеспечивалась подача песков на обогатительный комплекс.
Технологическая схема комплекса ОКВ-100 включает в себя дезинтеграцию и грохочение песков в скруббер-бутаре. Подрешетный класс самотеком поступал на шлюз мелкого наполнения для улавливания крупного золота (сполоск производился 1 раз в сутки через систему контейнерного съема). Хвосты шлюза мелкого наполнения объединялись в один хвостовой лоток и направлялись на модуль доизвлечения мелкого золота. Модуль доизвлечения мелкого золота состоял из инерционного грохота, песковой насосной позиции, узла сгущения, двух блок секций основной и перечистной операции на винтовых сепараторах и концентрационных столах (рис. 1).
Работы по переработке техногенного месторождения планируется продолжить.
Опубликовано в журнале “Золото и технологии”, № 4 (50)/декабрь 2020 г.
М.Л. Болотин — генеральный директор ООО ПК «Спирит».
И.В. Кадесников — руководитель группы обогащения россыпей ООО ПК «Спирит».
Тема отработки техногенных месторождений россыпного золота с каждым годом набирает обороты и становится наиболее актуальной в сфере золотодобычи. Основные привлекательные аспекты — это огромные объемы сырьевых запасов. Возможность отработки месторождения без вскрышных работ. Пески техногенных месторождений находятся на поверхности, вследствие чего снижаются капитальные и эксплуатационные затраты на отработку. С точки зрения технологии переработки, особенностью техногенных россыпей является их легкая промывистость, что при правильном выборе основного и вспомогательного оборудования позволяет эффективно отрабатывать его с высокой производительностью, что очень важно, учитывая невысокие содержания золота в перерабатываемых песках.
Месторождение россыпного золота руч. Юрский, расположено в долине одноименного ручья, правого притока р. Гонам. Месторождение находится в пределах Верхне-Тимптонского золотоносного района и относится к Гонамскому золотоносному узлу.
Отработка месторождения ведется с 1995 года и продолжается по настоящее время. За все время промывки переработано около 30 млн м3 песков, добыто порядка 20 т золота.
По данным геологического изучения, характерной особенностью месторождения руч. Юрский является преобладание в россыпях золотин мелких и весьма мелких классов крупности (менее 0,25 мм от 40–50 %).
Проведена совместная работа между ООО ПК «Спирит», ПАО «Селигдар» и ООО «Артель Новая» по монтажу и эксплуатации обогатительного комплекса ОКВ-100 производительностью 100 м3/ч по исходным пескам с целью проведения опытной отработки техногенных отвалов месторождения «Юрское» (Республика Саха (Якутия). Специалистами компании «Спирит» на месте были проведены монтажные работы обогатительного оборудования в составе комплекса. Работники ПАО «Селигдар» подготовили рабочую площадку, силами ООО «Артель Новая» обеспечивалась подача песков на обогатительный комплекс.
Технологическая схема комплекса ОКВ-100 включает в себя дезинтеграцию и грохочение песков в скруббер-бутаре. Подрешетный класс самотеком поступал на шлюз мелкого наполнения для улавливания крупного золота (сполоск производился 1 раз в сутки через систему контейнерного съема). Хвосты шлюза мелкого наполнения объединялись в один хвостовой лоток и направлялись на модуль доизвлечения мелкого золота. Модуль доизвлечения мелкого золота состоял из инерционного грохота, песковой насосной позиции, узла сгущения, двух блок секций основной и перечистной операции на винтовых сепараторах и концентрационных столах (рис. 1).

Рис. 1. Схема цепи аппаратов ОКВ-100.
В процессе работы комплекса были выявлены как положительные, так и моменты, требующие усовершенствования технологического и аппаратного оформления. Проведено опробование всей схемы комплекса и гранулометрический анализ золотосодержащих продуктов.
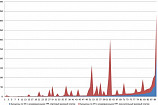
На момент опробования производительность комплекса составляла 100 м3/ч. Съемка золота с ШМН — 137 г/сут. Выход золотосодержащего концентрата модуля винтовой сепарации составил 1 т/сут. Содержание золота в концентрате модуля винтовой сепарации — 46,5 г/т. Количество золота в концентрате модуля винтовой сепарации — 46,5 г. Общее количество золота, извлеченное ОКВ-100 за сутки — 183,5 г. Содержание золота в хвостах ОКВ-100 составило не более 0,02 г/т. Содержание золота в исходных песках (расчетное) — 0,13 г/м3. Сквозное извлечение золота в два продукта (съемка с ШМН и концентрат ВС) — 71 %.

Рис. 2. Обогатительный комплекс ОКВ-100 на месторождении Юрское.
Распределение золота по продуктам ОКВ-100:
- извлеченного шлюзом мелкого наполнения — 74,7 % (137 г);
- извлеченного на модуле ВС — 25,3 % (46,5 г).

Табл. 1. Распределение самородного золота в общих хвостах комплекса ОКВ-100.
По данным таблицы 1 видно, что основная масса золота (98,07 %) в концентрате ШМН распределяется в классе менее 1 мм, в концентрате узла ВС (90,37 %) в классе менее 0,5 мм. Распределение золота в классе крупности более 1 мм (1,93 %) свидетельствует о том, что основная масса золота представлена мелкими классами, и необходима эффективная технология для его извлечения.
С момента запуска ОКВ-100 период эксплуатации составил 2 месяца — с 18 июля по 18 сентября 2020 года.

Табл. 2. Гранулометрические характеристики золота ШМН и ВС.
Пески подавались с разных участков техногенного месторождения с разным содержанием золота, гранулометрическими характеристиками, минералогическим составом. В процессе работы производились настройки под конкретное сырье (производительность, Ж/Т, выхода продуктов модуля доизвлечения мелкого золота). Производитель ность комплекса составляла от 90 до 150 м3/ч. Съемка золота со шлюзов от 70 до 500 г/сут. Выход золотосодержащего концентрата на модуле доизвлечения мелкого золота от 1000–1200 кг/сут. с средним содержанием 80 г/т. Концентрат накапливался в специально подготовленные бочки и перевозился в г. Алдан для гидрометаллургической переработки.
Всего за время опытной отработки:
- переработано песков — 91 тыс. м3;
- получено х/ч золота (сполоск ШМН) — 9059 г;
- получено концентрата винтовой сепарации — 31 т;
- среднее содержание золота в концентрате ВС — 80 г/т;
- получено х/ч золота в концентрате ВС — 2480 г;
- получено х/ч золота суммарно на ОКВ-100 — 11539 г.
Работы по переработке техногенного месторождения планируется продолжить.
Опубликовано в журнале “Золото и технологии”, № 4 (50)/декабрь 2020 г.